la quincaillerie
la quincaillerie semble un sujet secondaire puisqu'il suffit d'aller se fournir dans des magasins de bricolage pour choisir en fonction de ses besoins et simplement de passer à la caisse.

Pour tête trop prêt du bord
Pour d'autres cas cliquez ici.
pour clés de 12 à 17
pour perceuse à engrenage
Les premiers facteurs d'orgues ne disposaient pas d'échoppes spécialisées pour y acheter des vis de toutes formes, dimensions et natures. Le forgeron local fournissait le métal et lui donnait une forme approximative mais ne pouvait pas proposer de pièces tournées de petites dimensions (ce que l'on appelle aujourd'hui le décolletage). Les premiers facteurs usinaient eux-mêmes leurs clous et vis avec des outils bricolés "maison". Inutile d'envisager cela de nos jours!
Je suis toujours surpris de voir les réactions des stagiaires qui pensent instinctivement tout savoir de la quincaillerie mais qui sont bien incapables de définir la différence entre une vis et un boulon. Car justement cette différence n'est pas du tout évidente! Une définition universelle faisant la distinction claire entre les vis et les boulons n'a pas encore été formulée.
Même si intuitivement nous avons tous en tête qu'un boulon possède un filetage fin et demande un écrou, une vis présente généralement un filetage à pas plus gros.
Il est amusant de savoir qu'il existe des vis à pas variable et même à filet variable pour éviter le desserrage comme pour les tirefonds de traverses de chemin de fer, les vis des dentistes ou de chirurgie orthopédique.
Sans compter les différentes normes métriques ou impériales en pouces, etc...
Il est plus communément accepté qu'une vis se fixe en formant la place de son filetage pendant son vissage dans un matériau moins résistant qu'elle (on parle de vis à bois, métal, plâtre etc...).
Par contre, un boulon se fixe en traversant un orifice pré-percé, puis vissé et serré par un écrou dont le filetage interne a exactement les mêmes dimensions en creux que le filetage externe en relief du boulon. La différence est donc subtile et indépendante du pas du filetage...
Cette définition n'est cependant pas suffisante pour choisir dans nos magasins de bricolage où le constructeur amateur va hésiter encore un long moment devant un choix très large.
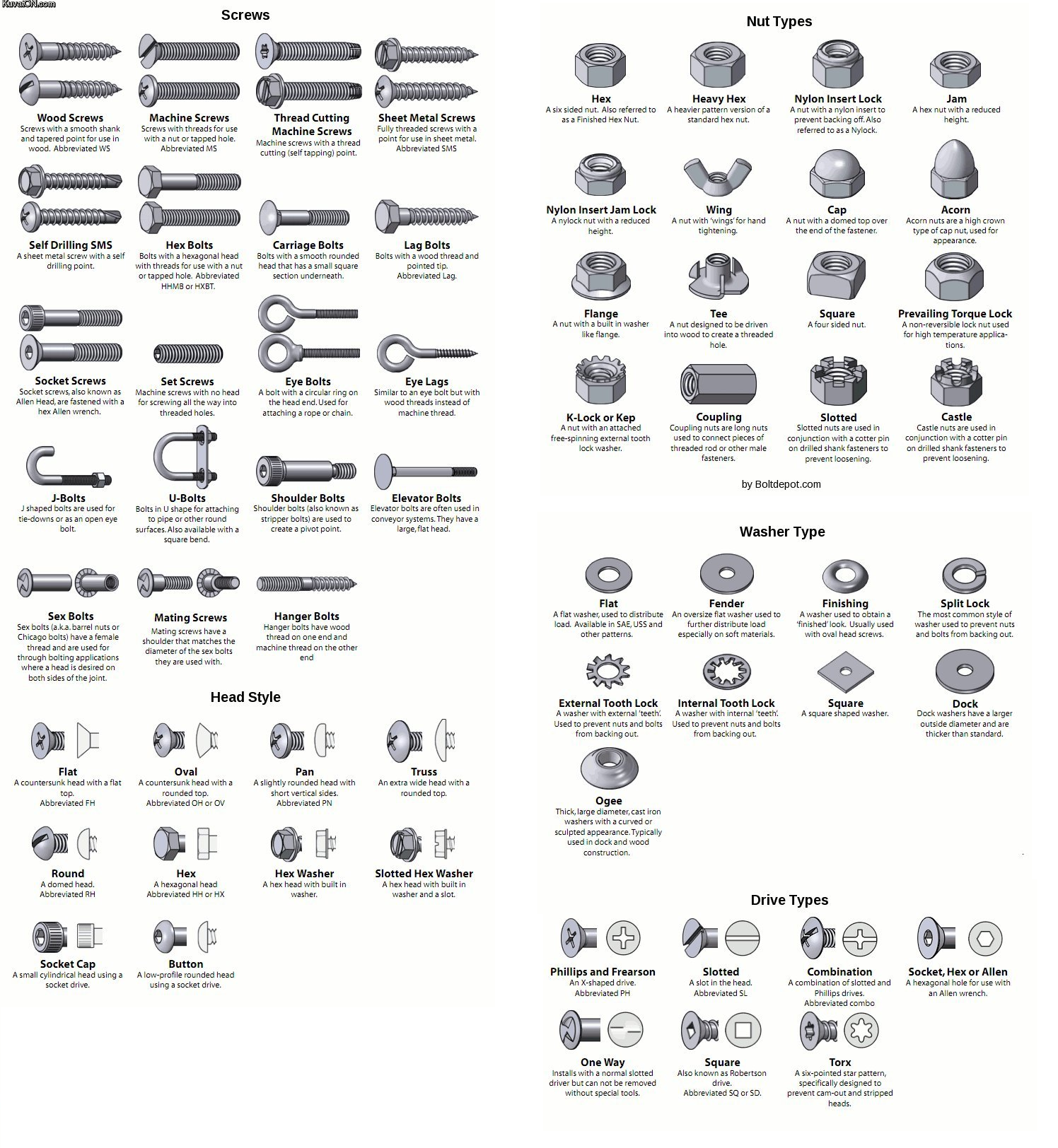
Une vis ou un boulon se caractérise par plusieurs critères:
- sa nature: Plastique, laiton, inox, acier nu ou avec traitement de surface (zingué, chromé, nickelé, galvanisé) pour résister aux agressions de l'environnement, à l'effort de traction, à la chaleur, etc..
- son diamètre: C'est le diamètre sans filet qui va déterminer sa résistance à l'arrachement (qui est aussi fonction de sa nature). Mais c'est le diamètre hors tout donc filet compris qui est indiqué. Pour une vis l'opération de pré-perçage si elle est prévue doit être d'un diamètre inférieur ce qui permet au filet d'accrocher et simultanément de réduire l'effort de vissage, alors que pour un boulon le pré-perçage est supérieur au diamètre nominal.
- sa longueur: à l'exception des vis à tête fraisée dont la longueur est comptée tête comprise, dans les autres cas de vis et boulons la longueur est la longueur de la tige hors l'épaisseur de la tête. La tige peut être filetée sur tout ou partie et donc, avec ou sans collet. Il faut tenir compte de ce détail pour le serrage des pièces entre elles.
- la forme de la tête: Fraisée, bombée, plate, etc..
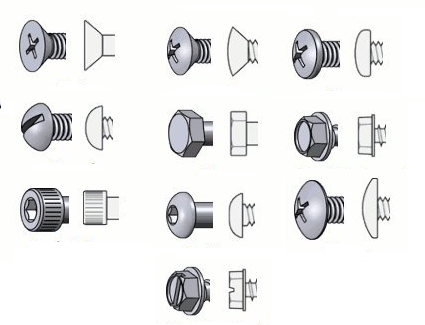
- son empreinte: fendue, cruciforme phillips ou pozidriv, hexagonale externe en relief ou interne en creux, torx voire exotique et non normalisé pour empêcher le vol ou le démontage. L'empreinte est en fait une adaptation à l'usage que l'on envisage...
Les écrous peuvent être: hexagonaux, à oreilles, borgnes, à frein anti desserrage, à griffes ou en insert, etc...
Si on rajoute les rondelles correspondantes plates, larges, cuvette, en éventail, etc... le nombre et les genres d'éléments à posséder en permanence dans des boites de rangements étiquetées à l'atelier pour s'y retrouver, devient considérable et surtout inclassable. En effet un rangement basé sur les 2 coordonnées, rangées et colonnes, ne peut prendre en compte simultanément les 5 critères précédemment définis et leur multiples variantes (nature, diamètre, longueur, forme de tête et empreinte). cela défie la logique! Il n'y a qu'à comparer les stands de présentations et stocks de rangements des fournisseurs pour constater la variété des méthodes de classifications et de modes de présentation...

Dans l'atelier il faut donc de nombreux casiers de rangement et une place dédiée. Il faut éviter ceux à casiers fixes et multiples même avec couvercles souvent trop lâches ou souples (ce qui laisse la possibilité de mélange entre cases contiguës) car il est aussi difficile de sortir les vis d'une case non amovible sans les mélanger avec les casiers voisins et il y a toujours un risque de renverser l'ensemble avec la difficulté de devoir tout trier après ramassage. Il faut privilégier les bacs ou tiroir individuels et transparents et surtout extractibles.
Toute cette quincaillerie doit être disponible lors de la construction de son orgue pour ne pas avoir à aller s'approvisionner à chaque nouveau cas rencontré, mais aussi pour remplacer les éléments qui cassent ou qui sont perdus ou mélangés lors des démontages/remontages inévitables lors des opérations d'essais et construction ou d'entretien.
Répertorier et dénombrer cet ensemble pour la construction d'un orgue est assez surprenant! Dans mon cas je dénombre plus de 600 éléments répartis dans environ 50 références pour un orgue 27 pneumatique standard.
Car il faut rajouter des ressorts, charnières, fermetures, goupilles, roulements à billes, paliers, roue libre, entretoise, poignées, compas de panières, colliers de serrage, etc..
Le prix de revient n'est donc pas négligeable et intervient pour une part relativement importante dans la construction d'un orgue de barbarie (sauf si le stock est déjà constitué pour d'autres activités mais il intervient en supplément au moins pour son renouvellement) et ce montant est souvent ignoré ou absent des bilans annoncés par les constructeurs amateurs car étalé dans le temps et de ce fait, indolore.
En effet en simplifiant il faut donc pour la visserie courante 60 petits sachets de 2 à 3€ par fraction de 10 unités (prix moyen et quantité moyenne constatée dans les GSB, grandes surfaces de bricolage, pour un montant finalement trop important.
Il faut y rajouter les éléments comme les ressorts, charnières, fermetures, goupilles, roulements à billes, paliers, roue libre, entretoise, poignées, compas de panières, colliers de serrage dont les prix unitaires peuvent dépasser les 10 €.
Conclusion le total de la quincaillerie dépasse allègrement plusieurs fois le montant des peaux, même en bénéficiant des commandes groupées!
En fait ce qui coûte le plus cher dans les grandes surfaces de bricolage ce sont les emballages volontairement trop grand pour lutter contre le vol. Vol qui lui aussi est compris dans le prix qui, au détail est toujours exagéré.
Cela représente une somme supérieure et excessive en comparaison du prix d'achat des peaux qui sont habituellement présentées comme l'investissement le plus important dans la construction d'un orgue.
Donc premier conseil: pour les éléments les plus nombreux (rondelles, écrous, inserts) acheter dans une quincaillerie spécialisée par paquet ou lot de 200 à 1000 et si possible en vrac, revient bien moins cher et surtout évite les allers/retours (et donc aussi les Km ce qui améliore le bilan carbone déjà exceptionnel de nos orgues de barbarie) sans compter les attentes en caisse. Car il n'est pas non plus envisageable d'interrompre la construction pendant plusieurs jours pour attendre une livraison de ses commandes par internet pour ce genre de fournitures que l'on ne pense généralement pas à programmer au regard de leur large disponibilité habituelle.
De mon point de vue c'est la partie qui coute le plus cher dans la construction d'un orgue et ce fait n'est généralement pas souligné.
On peut aussi pratiquer la récupération de cette quincaillerie lors du démontage d'éléments qui partent en décharge comme de vieux ordinateurs , imprimantes, photocopieurs. Mais alors il n'est pas certain de posséder les éléments correspondants à ses besoins il faut alors au moins adapter son projet aux fournitures disponibles et compléter à minima.
Le but étant d'assembler deux éléments quels sont les avantages, inconvénients et contraintes des vis par rapport aux boulons:
- Avec le boulons et un écrou cette fonction est remplie à coup sur par serrage comme dans un étau et le diamètre de perçage des deux pièces est le même et légèrement supérieur à celui de la tige avec son filet donc le diamètre indiqué.
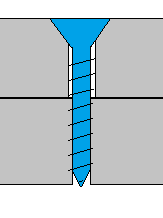
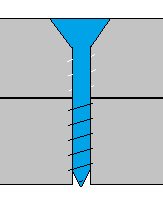
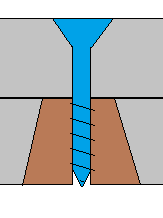
- Avec une vis il existe un risque si la première pièce traversée est prise dans le filet: Le vide entre les deux éléments restera avec le même intervalle car l'empreinte du filet est l'équivalent d'une tige filetée et les deux pièces seront certes solidarisées mais pas obligatoirement serrées. Donc dans une vis ordinaire un collet de l'épaisseur de la pièce assure le serrage en laissant la tête de vis appuyer jusqu'à la butée des pièces l'une contre l'autre ou alors il faut un trou dont le diamètre est supérieur au diamètre avec filet compris pour la première pièce et un trou de diamètre inférieur pour la seconde pièce qui permet la prise du filet, ce qui complique les opérations de pré-perçage. Il est courant de voir un même diamètre dans les opérations de pré-perçage mais il sera indispensable d'agrandir ensuite celui de la pièce qui entre en contact avec la tête en l'absence de collet.
mauvaise solution
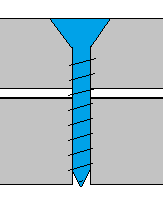
Solution sans collet 2 diamètres de perçage
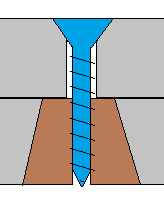
avec collet un seul et même diamètre
L'opération de pré-perçage vise à réduire l'effort de vissage mais il existe une astuce simple pour réduire encore cet effort: Il suffit d'enduire la vis en frottant le filet sur un morceau de cire (cire d'abeille par exemple ou encore savon ou bougie par défaut).
De plus une vis après démontage ne reprend pas obligatoirement la même place et peut refaire son filetage juste à coté. Si les opérations de démontage/remontage sont fréquentes alors au bout d'un certain temps la vis ne trouve plus de prise, la place du filet a été hachée et elle tourne dans le vide.
Il faut alors réparer en agrandissant le trou et en y collant une cheville de bois dur (éventuellement conique) où le filet sera reconstitué dans un avant trou de diamètre adapté.
Vis avec collet
vis sans collet
Une astuce simple pour retrouver sa place exacte au remontage faire un tour en arrière (dans le sens contraire des aiguilles d'une montre) jusqu'à ressentir une "marche", c'est à partir de cet endroit que l'on peut visser en étant certain de reprendre le même filet.
Pour palier à ces défauts j'ai adopté les boulons et les inserts en remplacement des vis à bois dans mes orgues pour les endroits fréquemment démontés.
L'astuce est aussi applicable pour le montage des éléments dans une planche de faible d'épaisseur. Ces inserts sont aussi utilisés pour la vis pointeau de réglage des vannes à membrane.
Leur dénomination technique exacte: "inserts ou douilles filetées auto-taraudeuses"

Les insert sont quelques fois fendus à une extrémité. La partie fendue de l'insert ne doit pas servir à mettre en place avec un tournevis. Elle sert à faire échapper les copeaux et doit être à l'avant.
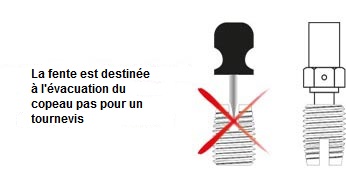
Il faut donc un outil spécial de mise en place (non indispensable) qui ressemble à une vis avec deux écrous pour maintenir l'insert. Les écrous sont ensuite dévissés en retenant le boulon (avec une clé hexagonale par exemple si c'est une BTR) pour ne pas entrainer l'insert au dévissage et libérer l'insert une fois en place. Pour éviter qu'il bouge au démontage il est souvent indispensable de le monter avec une pointe de colle cyano.

Au sujet des empreintes:
La première remarque est l'ignorance de nombreux bricoleurs devant un problème courant entre l'utilisation d'un tournevis ordinaire cruciforme et les empreintes de la tête phillips ou posidriv.
Savoir reconnaitre et différencier les embouts à utiliser pour éviter d'endommager irrémédiablement la tête ou l'outil est indispensable.


L'empreinte cruciforme PHILLIPS :
Utilisée dans le montage du matériel électronique ou encore de l'électroménager.
C'est la plus ancienne et est plutôt destinée au vissage manuel. La forme de l'empreinte fait, qu'en fin de vissage, l'embout s'extrait de lui-même, ce qui produit indirectement une limitation de couple de serrage. Si le ripage a lieu avec une visseuse électrique l'usinage de la tête par l'embout va déformer l'empreinte qui sera encore démontable (en arrière) mais qui glissera définitivement avant d'atteindre le couple de serrage visé. Il faut alors remplacer la vis.
L'empreinte cruciforme POZIDRIV :
Très largement utilisée dans le bâtiment pour toutes les vis à bois. Elle est de plus en plus remplacée par l'empreinte Torx.
Sa forme fait, qu'en fin de vissage, l'embout ne ripe pas en s'échappant ; un couple de serrage plus important peut être appliqué si le couple embout-vis est compatible. Lors de l'utilisation d'une visseuse portative il est alors recommandé d'utiliser la limitation de couple qui va débrayer lorsque le couple maximum est atteint sinon la tête va s'enfoncer dans le bois.
les empreintes cruciformes sont en fait très nombreuses

 L'empreinte hexagonale de la mécanique automobile pour les vis BTR est associée aux clés allen c'est le contre moulage d'une tête hexagonale qui elle se démonte avec une clé à pipe son défaut c'est l'usure de la tête qui peut laisser l'empreinte de l'outil tourner dans le vide
L'empreinte hexagonale de la mécanique automobile pour les vis BTR est associée aux clés allen c'est le contre moulage d'une tête hexagonale qui elle se démonte avec une clé à pipe son défaut c'est l'usure de la tête qui peut laisser l'empreinte de l'outil tourner dans le vide
 L'empreinte torx ne peut être vissée ou dévissée avec les clés hexagonales il faut donc aussi un jeu de clés Torx
L'empreinte torx ne peut être vissée ou dévissée avec les clés hexagonales il faut donc aussi un jeu de clés Torx
L'outillage pour visser et dévisser devient important et nécessite des jeux de clés Allen et Torx, toute une panoplie d'embouts plats, cruciformes, phillips et pozidrive plus une viseuse sur batterie dans différentes tailles d'ultra petites pour l'électronique à extra large pour un camion, mâle ou femelle, avec des prolongateurs et des cardans de renvoi pour les cas d'accès difficiles ou profonds, etc...

Il existe des empreintes spécifiques donc des embouts particuliers pour des types d'empreintes de têtes peu courantes pour les cas où l'on recherche à empêcher le démontage par exemple contre le vol:
 Vu que ce matériel est en vente libre la protection n'est que relative...
Vu que ce matériel est en vente libre la protection n'est que relative...
une vidéo amusante sur le sujet:
Où on apprend que la meilleure vis est la vis robertson à empreinte carré et qu'elle est spécifique au Canada.
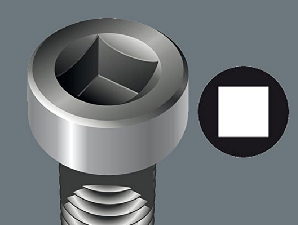
Une copie francisé la Cequatre et son tournevis dédié.
Conclusion la pire est la plus courante, la vis Phillips, et la meilleure est la moins courante, la Robertson à empreinte carrée mais jamais proposée dans nos GSB.
Par contre on peut aussi rechercher à empêcher le desserrage accidentel (par les vibrations par exemple).
Celui des vis est assuré par le pas et le filet avec les pas et filets variables, celui des boulons est assuré par l'écrou
. Il existe pour ça des écrous dit nilstop qui comportent une bague de nylon:

Une autre façon d'obtenir la fixation de l'écrou consiste à le coller avec du frein filet ce qui demande un coup sec au démontage pour casser ce collage et libérer l'écrou, ou encore de visser un deuxième contre-écrou en serrant les deux l'un contre l'autre éventuellement avec une rondelle en éventail.

cliquez sur l'image ci-dessous pour la voir en Haute définition
Un numéro est estampé sur la tête de certains boulons (par exemple 5.8, 8.8 et 10.9).
Le premier nombre multiplié par 100 représente la résistance à la rupture de l'acier en MPa (ou N/mm²) :
Le second multiplié par 10 représente le rapport entre la limite élastique et la résistance à la traction :
Exemple : une vis de qualité 5.6 a:
- une résistance à la rupture garantie = 5×100 = 500 MPa et
- une limite élastique garantie 60% de 500 = 300 MPa.
Personnellement en tant que banlieusard j'ai sur la région parisienne un accès assez large à des fournisseurs parisiens où le matériel en stock est particulièrement varié et disponible et les prix acceptables.
Pour ceux qui trop éloignés d'un centre urbain ne peuvent que commander par le net quelques liens vers des vendeurs par correspondance pour le matériel indispensable à la pratique de l'orgue de barbarie mais il faut surveiller les frais de livraison et prévoir de regrouper ses commandes pour limiter les envois successifs.
Et il vaut mieux en commander trop par lot de 100 à 1000 que de renouveler une commande pour quelques unités manquantes. Car l'excédent n'est jamais perdu et il deviendra vite indispensable aux travaux de bricolage domestique ou pour d'autres activités.
La quincaillerie utilisée pour la construction des orgues de barbarie
exemple de choix de vis par empreinte, matière, diamètre et longueur
http://www.vis-express.fr/fr/
Pour les entretoises des tampons
Manchon M3 pour tampons de flûte http://www.vis-express.fr/fr/
Manchon M4 pour tampons de flûte http://www.vis-express.fr/fr/
Vis tête fraisée M4 longueur 50 mm et M3 longueur 40:
Suite à la disparition de mon fournisseur habituel et la réduction du matériel par ceux qui restent je me suis réapprovisionné chez Souchet un quincailler local. Donc pas de frais d'expédition mais prix variables en fonction des quantités.
Vis tête bombée en laiton chromé diamètre 3 longueur 30 mm http://www.vis-express.fr/fr/vis-bois-laiton-tete-fraisee-bombee-tfb-fendue-din-95/22151-vis-a-bois-laiton-chrome-tete-fraisee-bombee-tfb-fendue-3x30-1203303010.html?search_query=1203303010&results=1#/conditionnement-100_pieces
La plus-part des cas particuliers sont sur le site de HPC exemples:
les entretoises https://shop.hpceurope.com/fr/produit.asp?prid=1363
Goupille, forme élastique fendue https://shop.hpceurope.com/fr/produit.asp?prid=1361&lie=1&nav=6
Poignée cylindrique libre, type fixe https://shop.hpceurope.com/fr/
Amortisseur élastique https://shop.hpceurope.com/fr/
Rondelle simple https://shop.hpceurope.com/fr/
Rondelle laiton https://shop.hpceurope.com/fr/produit.asp?prid=4443&pk_campaign=LaGamme
Ecrou 6 pans https://shop.hpceurope.com/fr/
Insert auto-taraudeur, matière laiton, https://shop.hpceurope.com/fr/
Insert auto-taraudeur, matière tendre bois, https://shop.hpceurope.com/fr/produit.asp?prid=3913&lie=1&nav=6
Nota les inserts ne sont plus fournis chez weber métaux depuis que les magasins ont disparus.
Les écrous à griffes chez amazone.
La Roue libre https://shop.hpceurope.com/fr/
et comment la monter et s’en servir
Nota les inserts et les vis tête fraisée étaient meilleurs marché chez Weber métaux.
référence 82660 insert M3 23.15€ par 200 soit 0.12€ par unité avant puis 0.67 € par unité
référence 130710 insert M4 27.04€ par 200 soit 0.14€ par unité
enfin le comptoir weber métaux a disparu reste une vente par internet qui ne révèle les prix qu'après commande...
Puis j'ai recommandé:
Secam pour les diamètre 3 et 4 mm
Puis la référence a disparue...
dernièrement les inserts M4 en laiton fendus proviennent de chez vis express à 7 cts
Un fournisseur envisageable vis express mais le minimum de commande impose de grandes quantités pour avoir des frais d'expéditions gratuits.
Pour les vis tête fraisée M4 longueur 50 mm chez Souchet
les vis tête fraisée M3 longueur 40mm chez Souchet
Quelques fournisseurs de ressorts avec un tableau pour choisir ses ressorts:
La commande du 12/2022 chez Ferroflex 50.88€ pour 20 unités= 2.55€ l'unité:
D-320 4X44X105X5,5/ACIER-SH
Pour résumer ma position et après une étude attentive des prix (certaines fournitures sont moins chers chez l'un ou l'autre selon les cas), il faut veiller aux montants minimums à atteindre pour bénéficier de frais d'expédition gratuits en commandant par quantités importantes qui peuvent servir pour les stagiaires en groupant les achats, ce qui fait chuter les prix unitaires etc...
J'ai réduits le montant global qui pouvait allègrement dépasser les 200€ à 300 €, soit à peu près plus de la moitié du total en magasin de bricolage, ce qui représente tout de même une économie aux alentours du double du prix des peaux.
L'inconvénient c'est qu'il faut avancer des sommes importantes, gérer le stock et préparer les lots à remettre lors des stages ou des rassemblements et festivals.
Je refuse d'expédier pour éviter tout problème d'erreur de livraison ou de commande dont je ne veux pas être tenu pour responsable puisque je ne suis pas un prestataire rémunéré.
Ses fournitures et d'autres comme les peaux, sont proposées à prix coutant lors des stage par Philippe et aussi quand il est présent et prévenu lors des rassemblements de constructeurs amateurs voir l’article achats groupés.
L'expérience montre que l'économie réalisée par les commandes groupées est très supérieure au prix du stage et permet une économie de temps sur les recherches de fournisseurs ainsi que les temps d'attente en caisse ou de livraison dans le cas de commande par internet, sans oublier les aller retour pour trouver ses fournitures en magasin.

Inscrivez-vous au blog
Soyez prévenu par email des prochaines mises à jour
Rejoignez les 293 autres membres